Trosolwg o'r Broses Lled-ddargludyddion
Mae'r broses lled-ddargludyddion yn bennaf yn ymwneud â chymhwyso technolegau micro-fabrication a ffilm i gysylltu sglodion ac elfennau eraill yn llawn o fewn gwahanol ranbarthau, megis swbstradau a fframiau. Mae hyn yn hwyluso echdynnu terfynellau plwm ac amgáu gyda chyfrwng inswleiddio plastig i ffurfio cyfanwaith integredig, a gyflwynir fel strwythur tri dimensiwn, gan gwblhau'r broses pecynnu lled-ddargludyddion yn y pen draw. Mae cysyniad y broses lled-ddargludyddion hefyd yn ymwneud â'r diffiniad cul o becynnu sglodion lled-ddargludyddion. O safbwynt ehangach, mae'n cyfeirio at beirianneg pecynnu, sy'n cynnwys cysylltu a gosod y swbstrad, ffurfweddu'r offer electronig cyfatebol, ac adeiladu system gyflawn gyda pherfformiad cynhwysfawr cryf.
Llif Proses Pecynnu Lled-ddargludyddion
Mae'r broses becynnu lled-ddargludyddion yn cynnwys tasgau lluosog, fel y dangosir yn Ffigur 1. Mae gan bob proses ofynion penodol a llifoedd gwaith cysylltiedig agos, sy'n gofyn am ddadansoddiad manwl yn ystod y cam ymarferol. Mae'r cynnwys penodol fel a ganlyn:
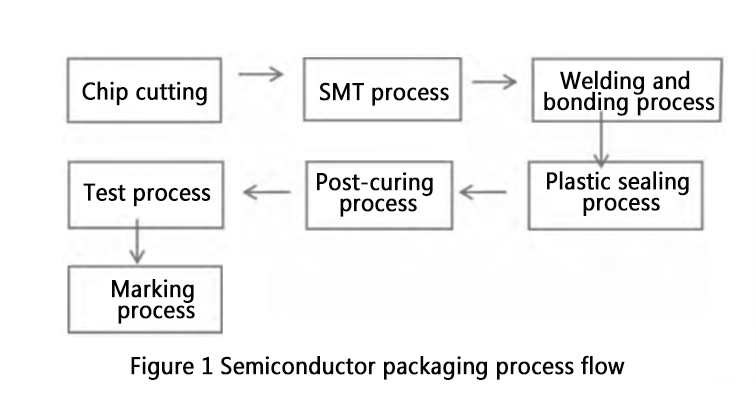
1. Torri Sglodion
Yn y broses becynnu lled-ddargludyddion, mae torri sglodion yn golygu torri wafferi silicon yn sglodion unigol a chael gwared ar falurion silicon yn brydlon i atal rhwystrau i waith dilynol a rheoli ansawdd.
2. Mowntio Sglodion
Mae'r broses mowntio sglodion yn canolbwyntio ar osgoi difrod cylched yn ystod malu wafferi trwy gymhwyso haen ffilm amddiffynnol, gan bwysleisio cywirdeb cylched yn gyson.
3. Proses Bondio Wire
Mae rheoli ansawdd y broses bondio gwifren yn golygu defnyddio gwahanol fathau o wifrau aur i gysylltu padiau bondio'r sglodion â'r padiau ffrâm, gan sicrhau bod y sglodion yn gallu cysylltu â chylchedau allanol a chynnal cywirdeb cyffredinol y broses. Yn nodweddiadol, defnyddir gwifrau aur dop a gwifrau aur aloi.
Gwifrau Aur Doped: Mae mathau'n cynnwys GS, GW, a TS, sy'n addas ar gyfer arc uchel (GS: > 250 μm), arc canolig-uchel (GW: 200-300 μm), ac arc canolig-isel (TS: 100-200 μm) bondio yn y drefn honno.
Gwifrau Aur Alloyed: Mae mathau'n cynnwys AG2 ac AG3, sy'n addas ar gyfer bondio arc isel (70-100 μm).
Mae'r opsiynau diamedr ar gyfer y gwifrau hyn yn amrywio o 0.013 mm i 0.070 mm. Mae dewis y math a'r diamedr priodol yn seiliedig ar ofynion a safonau gweithredol yn hanfodol ar gyfer rheoli ansawdd.
4. Proses Mowldio
Mae'r prif gylchedwaith mewn elfennau mowldio yn cynnwys amgáu. Mae rheoli ansawdd y broses fowldio yn amddiffyn y cydrannau, yn enwedig rhag grymoedd allanol sy'n achosi graddau amrywiol o ddifrod. Mae hyn yn cynnwys dadansoddiad trylwyr o briodweddau ffisegol y cydrannau.
Defnyddir tri phrif ddull ar hyn o bryd: pecynnu ceramig, pecynnu plastig, a phecynnu traddodiadol. Mae rheoli cyfran pob math o ddeunydd pacio yn hanfodol i fodloni gofynion cynhyrchu sglodion byd-eang. Yn ystod y broses, mae angen galluoedd cynhwysfawr, megis rhaggynhesu'r sglodion a'r ffrâm plwm cyn eu hamgáu â resin epocsi, mowldio, a halltu ôl-lwydni.
5. Ôl-Curing Proses
Ar ôl y broses fowldio, mae angen triniaeth ôl-halltu, gan ganolbwyntio ar gael gwared ar unrhyw ddeunyddiau gormodol o amgylch y broses neu'r pecyn. Mae rheoli ansawdd yn hanfodol er mwyn osgoi effeithio ar ansawdd ac ymddangosiad cyffredinol y broses.
6.Proses Profi
Unwaith y bydd y prosesau blaenorol wedi'u cwblhau, rhaid profi ansawdd cyffredinol y broses gan ddefnyddio technolegau a chyfleusterau profi uwch. Mae'r cam hwn yn cynnwys cofnodi data'n fanwl, gan ganolbwyntio ar a yw'r sglodyn yn gweithredu fel arfer yn seiliedig ar ei lefel perfformiad. O ystyried cost uchel offer profi, mae'n hanfodol cynnal rheolaeth ansawdd trwy gydol y camau cynhyrchu, gan gynnwys archwilio gweledol a phrofi perfformiad trydanol.
Profi Perfformiad Trydanol: Mae hyn yn cynnwys profi cylchedau integredig gan ddefnyddio offer profi awtomatig a sicrhau bod pob cylched wedi'i chysylltu'n gywir ar gyfer profion trydanol.
Archwiliad Gweledol: Mae technegwyr yn defnyddio microsgopau i archwilio'r sglodion gorffenedig wedi'u pecynnu yn drylwyr i sicrhau eu bod yn rhydd o ddiffygion ac yn bodloni safonau ansawdd pecynnu lled-ddargludyddion.
7. Proses Farcio
Mae'r broses farcio yn cynnwys trosglwyddo'r sglodion a brofwyd i warws lled-orffen ar gyfer prosesu terfynol, arolygu ansawdd, pecynnu a chludo. Mae'r broses hon yn cynnwys tri phrif gam:
1) Electroplatio: Ar ôl ffurfio'r gwifrau, defnyddir deunydd gwrth-cyrydu i atal ocsidiad a chorydiad. Defnyddir technoleg dyddodiad electroplatio fel arfer gan fod y rhan fwyaf o lidiau wedi'u gwneud o dun.
2) Plygu: Yna caiff y gwifrau wedi'u prosesu eu siapio, gyda'r stribed cylched integredig wedi'i osod mewn teclyn ffurfio plwm, gan reoli'r siâp plwm (math J neu L) a phecynnu wedi'i osod ar yr wyneb.
3) Argraffu laser: Yn olaf, mae'r cynhyrchion ffurfiedig yn cael eu hargraffu gyda dyluniad, sy'n farc arbennig ar gyfer y broses becynnu lled-ddargludyddion, fel y dangosir yn Ffigur 3.
Heriau ac Argymhellion
Mae'r astudiaeth o brosesau pecynnu lled-ddargludyddion yn dechrau gyda throsolwg o dechnoleg lled-ddargludyddion i ddeall ei hegwyddorion. Nesaf, mae archwilio llif y broses becynnu yn anelu at sicrhau rheolaeth fanwl yn ystod gweithrediadau, gan ddefnyddio rheolaeth mireinio i osgoi materion arferol. Yng nghyd-destun datblygiad modern, mae nodi heriau mewn prosesau pecynnu lled-ddargludyddion yn hanfodol. Argymhellir canolbwyntio ar agweddau rheoli ansawdd, gan feistroli pwyntiau allweddol yn drylwyr i wella ansawdd y broses yn effeithiol.
Gan ddadansoddi o safbwynt rheoli ansawdd, mae heriau sylweddol yn ystod y gweithredu oherwydd prosesau niferus gyda chynnwys a gofynion penodol, y naill a'r llall yn dylanwadu ar y llall. Mae angen rheolaeth drylwyr yn ystod gweithrediadau ymarferol. Trwy fabwysiadu agwedd waith fanwl a chymhwyso technolegau uwch, gellir gwella ansawdd prosesau pecynnu lled-ddargludyddion a lefelau technegol, gan sicrhau effeithiolrwydd cymhwysiad cynhwysfawr a chyflawni buddion cyffredinol rhagorol. (fel y dangosir yn Ffigur 3).
Amser postio: Mai-22-2024